
Nov postopek vlivanja aluminijaste litine iz aluminija z vodnim hlajenjem
S hitrim razvojem pogonskih sklopov, električnih vozil in tehnologij za proizvodnjo motorjev v podzemni železnici se v proizvodnji motorjev pogosto uporabljajo vodno hlajene okvirne konstrukcije iz litega aluminija. Zeleni in okolju prijazni energetski motorji za električna vozila, visokohitrostni generatorji moči EMU, motorji za letališke avtobuse in vlečni motorji s trajnimi magneti za mestni promet v glavnem uporabljajo lito aluminijaste vodno hlajene baze. Dober učinek odvajanja toplote vodno hlajenega ulitkovnega okvira je ključ do izpolnjevanja zahtev v proizvodnji motorjev. Glavni proizvodni postopek vključuje tehnologijo taljenja kovin, tehnologijo oblikovanja, tehnologijo sestavljanja, tehnologijo obdelave in druge vidike. Ali je struktura vodno hlajenega stroja iz litega aluminija razumna in kakovost le-te neposredno vpliva na zanesljivost delovanja, produktivnost dela in ekonomske koristi te vrste motorja. Struktura uporabe Razumna struktura vodno hlajenega aluminijastega ogrodja iz litega aluminija lahko izboljša zanesljivost delovanja te vrste motornega ogrodja, skrajša proizvodni cikel, prihrani proizvodne stroške ter izboljša produktivnost dela in ekonomske koristi.
1. Trenutno stanje proizvodne tehnologije vodno hlajenega okvirja
1.1 Procesna metoda
Načini izdelave vodno hlajenih baz iz litega aluminija v isti industriji doma in v tujini vključujejo: celostno ulivanje peska, ulivanje cepljenega peska, ekstrudiranje kalupov itd. Celoten postopek ulivanja je: izdelava škatel za jedro plesni končni izdelek za taljenje zlitin, vlivanje-čiščenje. Postopek razdeljenega litja je: izdelava škatle za jedro kalupa-izdelava peska kalupa za pesek, izdelava zlitin, taljenje škatle, zlivanje-čiščenje-predelava-varjenje-sestavljanje, da se oblikuje osnovni prazno Postopek za ekstruzijsko oblikovanje je: izdelava kalupov iz litega aluminija za taljenje-vlivanje aluminijastih ingotov, visokotlačni osnovni modeli za ekstruzijsko brizganje in varjenje.
1.2 Pomanjkljivosti tradicionalnih obrti in metod
Problem integriranega litja aluminijastega vodno hlajenega okvirja je majhen izkoristek okvirja in dolg proizvodni cikel. Največja težava je težko očistiti peščeno jedro vodnega kanala in težko popraviti peščeno jedro vodnega kanala; struktura razcepljenega peska iz litega aluminija z vodnim hlajenjem ima težave. Proizvodni postopek je okoren, cikel je predolg, kakovost je težko nadzorovati, notranje in zunanje jeklenke pa je treba predhodno obdelati, končne površine pa zatesniti in variti, kar po obdelavi zlahka pušča; ekstrudirana litega aluminija z vodnim hlajenjem osnovna struktura: omejena s tonažo stiskalnice, velika Strojna podlaga ni mogoča in obstaja nevarnost uhajanja vode zaradi tesnilnega in varilnega šiva, ki ga je treba obdelati. Pogosto pušča dno stroja zaradi težav s kakovostjo varjenja, kar vpliva na zmogljivost dna stroja in celo povzroči, da se motor zavrže.
2. Zasnova in cilj nove postopkovne metode
Z analizo pomanjkljivosti tradicionalnih procesnih metod se predlaga nov postopek, katerega značilnosti vključujejo:
- 1) Znotraj in zunaj visokotlačno enkratno ulivanje.
- 2) Strukturne značilnosti hladilnega kanala so oblikovane hkrati z notranjimi in zunanjimi valji.
- 3) Odpravlja težke in dolge korake obdelave kanala hladilne vode na dnu stroja.
- 4) Varilni šiv nadzorujemo na notranji strani prirobnice in varilnega šiva ne smemo obdelati, kar reši problem tlaka in puščanja vode na dnu stroja med varjenjem.
- 5) Postavite pozicionirne in protikanalne konstrukcije na steni plovne poti, da izboljšate zanesljivost podstavka stroja.
- 6) Oblikovanje tulke za interferenčno ogrevanje.
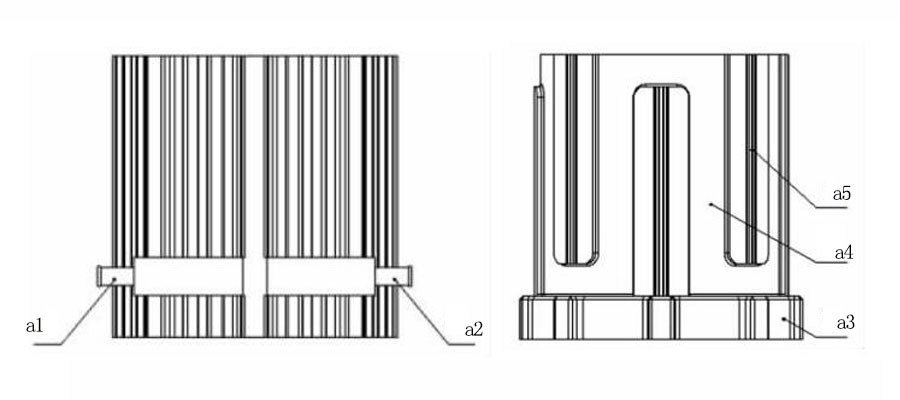
- a1: dovod
- a2: Plovna pot
- a3: Zaščitna prirobnica in končni pokrov notranjega valja
- a4: Vodna pot za hlajenje
- a5: Vodnik proti vodi
3. Poseben postopek izvajanja novega postopka
Postopek novega postopka ulivanja je: izdelava kalupov-taljenje zlitin-ulivanje-vroče tulce-varjenje-osnova. Notranji in zunanji vodni kanal valja se oblikujejo po postopku tlačnega ulivanja, obdelava ni potrebna. V celoti izkoristite značilnosti ulivanja, hitre hitrosti, visoke površinske obdelave, z uporabo tehnologije tlačnega ulivanja, vlivanja v zunanji in notranji valj. Struktura kanala v obliki črke W in vodilni utor W sta ulivena na notranji valj, kot je prikazano na sliki 2; zunanji valj je odlit z vodilno in blokirno strukturo, notranji in zunanji valj se predhodno ogrejeta, nato pa se segreje notranji in zunanji valj, kot je prikazano na sliki 3.

Tesnilo je privarjeno v osnovno slepo, kot je prikazano na sliki 4. Prednosti novega postopka so:
- 1) Notranji in zunanji valj sta neposredno oblikovana z ulivanjem brez predelave vodnih kanalov.
- 2) Zunanji valj ima notranjo prirobnico, notranji valj pa ima zunanjo prirobnico za zaščito zvara.
- 3) Notranji in zunanji valj sta predgreta za interferenčno ogrevanje.
- 4) Postavite vodilne in zaklepne naprave, da zagotovite zanesljivost podlage.
4. Zaključek
Nov postopek izdelave vodno hlajenega okvirja v obliki črke W je precedens v domači profesionalni industriji motorne proizvodnje. Na osnovi absorpcije domače in tuje tehnologije izdelave okvirja iz litega aluminija v kombinaciji z ulitkovno strukturo se za izvedbo izdelave vodno hlajenega ogrodja iz litega aluminija v obliki črke W v celoti uporabljajo značilnosti tlačnega ulivanja. uporabljene so uporabljene interferenčne manšete za predgrevanje, pametno so razporejene zaščita zvara in preprečevanje uhajanja vode, realizirana je izdelava vodno hlajenega stroja iz litega aluminija v obliki črke W. Skrajšajte razvojni cikel izdelka, zmanjšajte težavnost in delovno intenzivnost proizvodnje motorjev, poenostavite postopek izdelave ključnih komponent električnih strojev, izboljšajte zanesljivost proizvodnje in delovanja ter učinkovito nadzorujte stroške proizvodnje motorjev.
Prosimo, hranite vir in naslov tega članka za ponatis: Nov postopek vlivanja aluminijaste litine iz aluminija z vodnim hlajenjem
Minhe Podjetje za tlačno litje so namenjeni izdelavi in zagotavljajo kakovostne in visoko zmogljive ulitke (kovinski deli za tlačno ulivanje v glavnem vključujejo Tankostensko litje,Vroča komora Die Casting,Lito komora za tlačno litje), Okrogla storitev (tlačno litje,Cnc obdelava,Izdelava plesni, Površinska obdelava) .Pri nas se lahko obrnete na kakršno koli litje iz aluminija, ulivanje z magnezijem ali zamakom / cinkom in druge odlitke.

Vsi postopki se pod nadzorom ISO9001 in TS 16949 izvajajo na stotine naprednih strojev za tlačno litje, 5-osnih strojev in drugih naprav, od blastrov do pralnih strojev Ultra Sonic. Minghe nima samo napredne opreme, temveč tudi profesionalno opremo skupina izkušenih inženirjev, operaterjev in inšpektorjev, da uresničijo zasnovo stranke.

Pogodbeni proizvajalec ulitkov. Zmogljivosti vključujejo aluminijaste odlitke za hladno litje iz 0.15 lbs. do 6 lbs., hitra namestitev in obdelava. Storitve z dodano vrednostjo vključujejo poliranje, vibriranje, odstranjevanje brušenja, peskanje, barvanje, prevleka, premazovanje, sestavljanje in orodje. Materiali, s katerimi se dela, vključujejo zlitine, kot so 360, 380, 383 in 413.

Pomoč pri načrtovanju litja cinka / sočasne inženirske storitve. Po meri proizvajalec natančnih ulitkov iz cinka. Izdelujejo se lahko miniaturni ulitki, visokotlačni ulitki, ulitki z večdrsnimi kalupi, običajni ulitki iz kalupov, ulitki iz kalupov in neodvisni ulitki ter ulitki, zaprti z votlino. Ulitke lahko izdelate v dolžinah in širinah do tolerance +/- 24 in.

Proizvajalec litja magnezija s certifikatom ISO 9001: 2015. Zmogljivosti vključujejo visokotlačno litje magnezija v litju do 200 ton vroče komore in 3000 ton hladilne komore, oblikovanje orodij, poliranje, oblikovanje, obdelava, barvanje v prahu in tekočini, popoln QA z možnostmi CMM , montaža, pakiranje in dostava.

Certifikat ITAF16949. Vključena je dodatna storitev kastinga naložbeno litje,vlivanje peska,Gravitacijsko ulivanje, Izlivanje izgubljene pene,Centrifugalno ulivanje,Vakuumsko litje,Trajno litje kalupov, .Zmožnosti vključujejo EDI, inženirsko pomoč, solidno modeliranje in sekundarno obdelavo.

Livarske industrije Študije primerov delov za: avtomobili, kolesa, letala, glasbeni instrumenti, plovila, optične naprave, senzorji, modeli, elektronske naprave, ohišja, ure, stroji, motorji, pohištvo, nakit, vrtalne naprave, telekomunikacije, razsvetljava, medicinske naprave, fotografske naprave, Roboti, skulpture, zvočna oprema, športna oprema, orodje, igrače in še več.
Kaj vam lahko pomagamo naprej?
∇ Pojdite na domačo stran za Kitajska
→Deli za vlivanje-Ugotovite, kaj smo storili.
→ Povezani nasveti o Storitve vlivanja Die
By Proizvajalec tlačnega litja Minghe | Kategorije: Koristni članki |Material Tags: Ulivanje aluminija, Ulivanje cinka, Magnezijev liv, Ulivanje titana, Lito iz nerjavečega jekla, Ulivanje medenine,Bronasto litje,Predvajanje videa,Zgodovina podjetja,Lito litje iz aluminija | Komentarji izključeni







