
Lito komora za tlačno litje
Kaj je hladno litje?
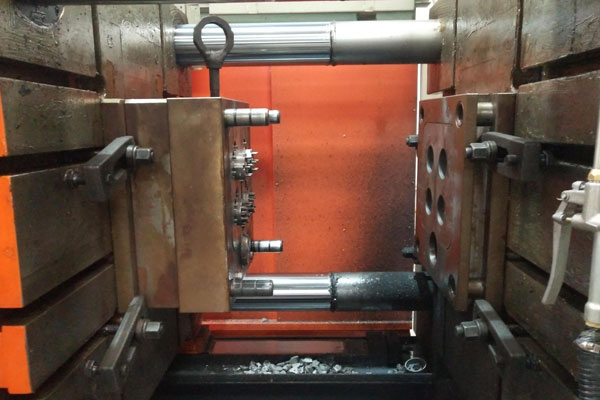
Kaj je litje v hladni komori ? Livanje v hladni komori se nanaša na postopek tlačnega ulivanja, pri katerem brizgalna komora in injekcijski štanc nista potopljena v staljeno kovino, temveč se količinska količina staljene kovine vlije v injekcijsko komoro in nato vbrizga.
Stroj za tlačno ulivanje v hladni komori z navpično komoro Način vbrizgavanja je postavljen navpično, očitno po postopku vbrizgavanja stroja za termično litje. Vodoravno litje v hladni komori ima veliko prednosti, zlasti postopek enega delovnega cikla je bolj primeren kot stroj za tlačno litje v hladni komori. Po več kot desetih letih izboljšav je postopoma postala najpomembnejša hladilna komora. Metoda tlačnega ulivanja.
Postopek tlačnega litja v hladni komori je najprimernejši postopek izdelave kovin z visokim tališčem. Običajno bo to vključevalo kovinske zlitine aluminijevih zlitin, cinkovih zlitin, medenine in bakra. Storitve ulivanja Minghe lahko zmanjšajo čas masnih delov po meri in stroške delov za ulivanje po meri, saj lahko hitro izdelamo veliko število prototipov in spremenite videz s tehnikami CNC + Casting, da dobite končne želene dele. Ne glede na to, ali želite poiskati proizvajalca ulivanja iz nerjavečega jekla, ogljikovega jekla, aluminija ali medenine, bodo profesionalni tehniki izvedli postopek ulivanja v hladni komori s široko paleto kovin in lahko ponudili zapletene podrobnosti, gladko površino in visoko kakovost na ekonomski način za stranke.


Zakaj izbrati Minghe Cold Chamber Livenje?
- Primerno za litje cinka, aluminija, magnezija, bakra in drugih zlitin;
- Na proizvodni lokaciji je poraba majhna, majhni računalniki so večina;
- Tlačna komora je postavljena navpično. Ko se staljena kovina vlije v tlačno komoro, je plin na staljeni kovini in med postopkom vbrizgavanja je manj ujetnega plina;
- Tlak vbrizgavanja je podvržen številnim zavojem, kar vpliva na prenos tlaka, zlasti v fazi tlaka, ker je odprtina na vstopu šobe majhna, prenos tlaka ni zadosten;
- Priročno za odpiranje sredinskih vrat;
- Dolžina stroja zavzema majhno površino, vendar je višina stroja razmeroma visoka;
- Ko staljena kovina vstopi v spodnji udarec, je neprijetno odpraviti napako;
- Obstajajo postopki za odrezovanje preostalega materialnega kolača in dvigovanje materialnega kolača med proizvodno operacijo, kar zmanjša proizvodno učinkovitost;
- Ko uporabljate samodejno delovanje, dodajte postopek odstranjevanja preostalega materialnega kolača z zgornje površine spodnjega štanca.
Če iščete dobavitelja storitve tlačnega litja v hladni komori in deli za tlačno litje po meri, tukaj je pravi kraj za vas. Da bi zadostili zahtevam množične proizvodnje nekaterih kupcev in zmanjšali stroške, sodelujemo z našimi vodilnimi dobavitelji v vašem projektu. Razširjena in obsežna mreža nam omogoča, da razširimo svoje zmogljivosti in služimo več strankam po vsem svetu, zlasti tistim, ki potrebujejo kakovostno litje v hladni komori.
Stabilni in dolgoročni odnosi med našimi partnerji in nami nam omogočajo zagotavljanje najboljše kakovosti po najbolj konkurenčnih cenah. Preden bo končno naročilo oddano strankam, bodo izvedeni številni pregledi kakovosti v različnih proizvodnih fazah delov litja hladne komore. Dobrodošli, da nam pošljete povpraševanje ali po meri izdelane izdelke za tlačno ulivanje, v 24 urah v delovnih dneh vam bomo poslali brezplačno ponudbo in izdelali urnik za beleženje napredka. Odlitke v hladni komori najpogosteje proizvajajo v naši tovarni.

Kitajske zmogljivosti za tlačno litje
Minghe Casting ponuja in je sposoben izdelovati srednjeročne in dolgoročne projekte pri zagotavljanju naših storitev litja. Podjetje Minghe Casting že več kot 35 let ponuja najpomembnejše storitve vlivanja pod tlakom v različnih tehnologijah za široko paleto aplikacij.

| Vroča komora Die Casting |
| Vlivanje v vročem komori za zlitine z nizko tališče. Pomagamo vam lahko pri zlitinah z nizko tališče |

| Lito komora za tlačno litje |
| Ulivanje v hladni komori za močne komponente in hitro izdelavo |

| Tanko stensko litje |
| Idealno razmerje med trdnostjo in težo; Ulivanje v tankih stenah za lahke, kompleksne aluminijaste dele |
| Proizvodnja plesni |
| Kalupi za ulivanje iz Mingheja uporabljajo aluminijeve in cinkove zlitine za izdelavo enakih ulitkov od majhnih do večjih delov. |

| Gravitacijsko ulivanje |
| Metoda ima prednosti, kot so stroškovno učinkovita, dobra kakovost in nadzor postopka pred drugimi tehnikami ulivanja. |
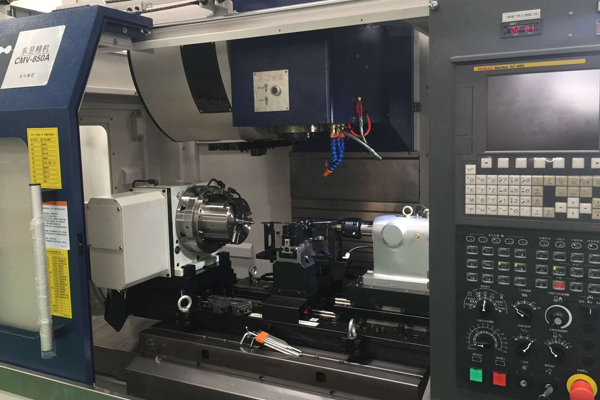
| Cnc obdelava |
| Minghe ponuja interno CNC obdelavo kot dopolnitev storitev ulivanja pod tlakom Minghe. |
Kitajska Materiali za tlačno litje Minghe
Storitve tlačnega litja Minghe, ki delajo z aluminijem, cinkom in drugim.

Lito litje iz aluminija
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3

Ulivanje cinka
- Zamak3
- Zamak5
- Zamak8
- Zamak12

Magnezijev tlačni liv
- AM50A
- AM60B
- AZ91D
- AZ63A

Drugi material za ulivanje
- Titanium
- Baker
- Bron
- Jeklo
- Nerjaveče jeklo
- Livarno železo
Aplikacije MINGHE za tlačno litje
Deli za tlačno litje so povsod okoli vas, morda so pomembni sestavni deli vašega avtomobila in lahko opravljajo vitalne funkcije v vaši električni opremi. Minghe je izkušen dobavitelj ulivanja, ki se ukvarja s širokim spektrom aplikacij za tlačno ulivanje.
Naši proizvodni deli so primerni za naslednje panoge:
 |
XNUMX оттенков серого - Книги и AfinsLivros и союзники INDUSTRIJA |
 |
MOTOCIKL INDUSTRIJA |
 |
STROJI INDUSTRIJA |
 |
LED SVETLOBA INDUSTRIJA |
 |
HEATSINK INDUSTRIJA |
 |
KUHINJSKA OPREMA INDUSTRIJA |
 |
ČRPALNI VENTIL INDUSTRIJA |
 |
MEDICINSKA NAPRAVA INDUSTRIJA |
 |
TELEKOM INDUSTRIJA |
 |
BICIKL INDUSTRIJA |
 |
ZRAČNI PROSTOR INDUSTRIJA |
 |
ELEKTRONSKI INDUSTRIJA |
 |
ZASLONSKA KABINA INDUSTRIJA |
 |
ROBOTI INDUSTRIJA |
 |
VEČ INDUSTRIJA |

Prednosti tlačne litine hladne komore Minghe
- Dobiti je mogoče zapletene oblike delov in izboljšati delovanje delov. Poleg tega se manjša montažna dela.
- Vzdržljive in dimenzijsko stabilne dele za tlačno ulivanje je mogoče dobiti z določenimi oblikami, zato ni potrebna obdelava ali manj obdelava.
- Deli za tlačno litje imajo lahko številne tehnike in površine dodelave. Postopek lahko doseže gladke ali teksturirane površine površin.
- Konfiguracija delov mreže je možna.
- Zapletene podrobnosti
- Zmanjšana poroznost
- Daljša življenjska doba tlačnega ulivanja zaradi nižjih tališč
- Učinkovitost zasnove = zmanjšanje odpadkov
- Hitri časi ciklov (približno 15 ciklov na minuto)
- Priročnost taljenja kovine pri obdelavi ulivanja
Študije primerov Minghejevega litja v hladnih komorah
Imate zapleteno zasnovo delov, podjetje Minghe Casting vam lahko pomaga, da ga spremenite v resničnost. S pravilno opremo, močnim tehničnim znanjem in poudarkom na kakovosti. Od zasnove orodja do dodelave in nato do pošiljanja, Minghe Casting zagotavlja, da je vsak projekt dokončan na visoki ravni in da so vaša naročila dostavljena pravočasno, vsakič .












Pojdite na ogled več študij primerov vlivanja delov >>>
Izberite najboljšo storitev tlačnega litja s hladno komoro
Trenutno se deli za livanje s hladno komoro izvažajo v Ameriko, Kanado, Avstralijo, Združeno kraljestvo, Nemčijo, Francijo, Južno Afriko in številne druge države po vsem svetu. Smo registrirani po ISO9001-2015 in jih tudi potrjuje SGS.
po meri kitajska litja zagotavlja trajne in cenovno ugodne ulitke, ki ustrezajo vašim specifikacijam za avtomobilsko, medicinsko, letalsko in vesoljsko industrijo, elektroniko, hrano, gradbeništvo, varnost, pomorstvo in druge panoge. Hitro pošljite povpraševanje ali oddajte svoje risbe, če želite v najkrajšem času dobiti brezplačno ponudbo. Pišite nam ali pošljite e-pošto prodaja@hmminghe.com da vidimo, kako lahko naši ljudje, oprema in orodje prinesejo najboljšo kakovost po najboljši ceni za vaš projekt ulivanja v hladni komori.
Ponujamo storitve kastinga vključujejo:
Storitve ulivanja Minghe, ki delajo z litjem peska, 、 ulivanjem kovin, 、 investicijskim ulivanjem, ulivanjem izgubljene pene in še več.
Peskanje s peskom
Peskanje s peskom je tradicionalni postopek ulivanja, pri katerem se za izdelavo kalupov uporablja pesek kot glavni model za modeliranje. Gravitacijsko ulivanje se običajno uporablja za kalupe za pesek, pri posebnih zahtevah pa se lahko uporabljajo tudi tlačno ulivanje, centrifugalno ulivanje in drugi postopki. Vlivanje peska ima široko paleto prilagodljivosti, lahko se uporabijo majhni kosi, veliki kosi, preprosti kosi, zapleteni kosi, posamezni kosi in velike količine.
Trajno litje kalupov
Trajno litje kalupov imajo dolgo življenjsko dobo in visoko proizvodno učinkovitost, ne samo da imajo dobro dimenzijsko natančnost in gladko površino, ampak imajo tudi večjo trdnost kot peščeni odlitki in je manj verjetno, da se bodo poškodovali, ko vlijemo isto staljeno kovino. Zato je pri množični proizvodnji ulitkov iz srednjih in majhnih barvnih kovin, v kolikor tališče ulitka ni previsoko, prednostno ulivanje kovin.

Kasting za investicijo
Največja prednost naložbeno litje je, ker imajo naložbeni odlitki visoko dimenzijsko natančnost in površinsko obdelavo, lahko zmanjšajo strojna dela, vendar pustijo malo dodatka za obdelavo na delih z višjimi zahtevami. Razvidno je, da lahko z uporabo metode vlivanja naložb prihranimo veliko opreme obdelovalnih strojev in delovnih ur ter močno prihranimo kovinske surovine.
Izlivanje izgubljene pene
Izgubljena penasta litina je kombiniranje modelov parafinskega voska ali pene, podobnih velikosti in obliki ulitkov, v modelne grozde. Po ščetkanju in sušenju ognjevzdržnih premazov zakopajo v suh kremenčev pesek za modeliranje vibracij in vlijejo pod negativnim tlakom, da uplinijo model. , Tekoča kovina zavzame položaj modela in po strjevanju in hlajenju tvori nov način ulivanja.

Die Casting
Ulivanje pod tlakom je postopek ulivanja kovin, za katerega je značilno, da na staljeno kovino z visokim pritiskom uporabimo votlino kalupa. Kalupi so običajno narejeni iz zlitin z večjo trdnostjo in ta postopek je nekoliko podoben brizganju. Večina ulitkov je brez železa, kot so cink, baker, aluminij, magnezij, svinec, kositer in zlitine svinca in kositra ter njihove zlitine. Minghe je bil vrh Kitajske litje saj 1995.
Centrifugalno ulivanje
Centrifugalno ulivanje je tehnika in metoda vbrizgavanja tekoče kovine v hitro vrtljivi kalup, tako da tekoča kovina s centrifugalnim gibanjem napolni kalup in oblikuje odlitke. Zaradi centrifugalnega gibanja lahko tekoča kovina dobro napolni kalup v radialni smeri in tvori prosto površino ulitka; vpliva na postopek kristalizacije kovine in s tem izboljša mehanske in fizikalne lastnosti ulitka.

Nizkotlačno litje
Nizkotlačno litje pomeni, da je kalup praviloma nameščen nad zatesnjenim lončkom, v lonček pa se vnese stisnjen zrak, da povzroči nizek tlak (0.06 ~ 0.15MPa) na površini staljene kovine, tako da se staljena kovina dvigne iz dvižne cevi do napolnite kalup in nadzirajte način strjevanja vlivanja. Ta metoda ulivanja ima dobro hranjenje in gosto strukturo, enostavno ulivanje velikih tankoslojnih kompleksnih ulitkov, brez dvižnih plošč in 95-odstotno stopnjo pridobivanja kovin. Brez onesnaženja, enostavna avtomatizacija.