
Trajno litje kalupov
Kaj je trajno ulivanje plesni
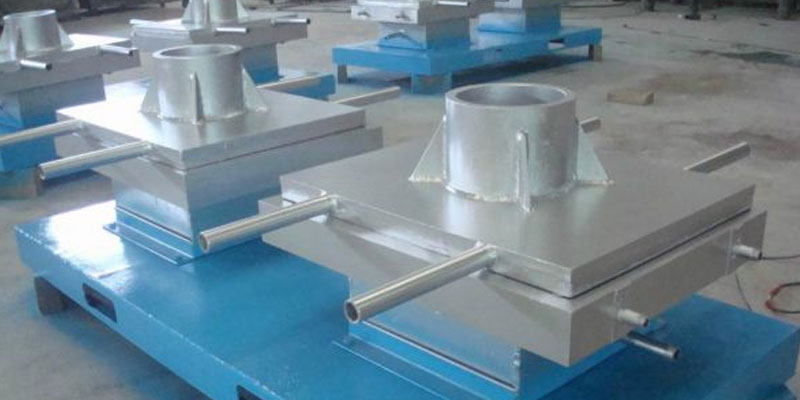
Trajno ulivanje kalupov je postopek ulivanja kovin, pri katerem se uporabljajo kalupi za večkratno uporabo (tako imenovani "trajni kalupi", običajno narejeni iz kovine). Uporaba gravitacije za polnjenje kalupa je najpogostejša metoda, imenovana gravitacijsko litje, obstajajo pa tudi postopki, pri katerih se uporablja zračni tlak ali vakuum. Obstaja tudi različica gravitacijskega ulivanja, imenovana metoda litja bitumna, ki se uporablja za izdelavo votlih ulitkov. Med pogosto uporabljene litine kovin spadajo aluminijeve, magnezijeve in bakrove zlitine. Tudi drugi materiali, kot so kositer, cink in zlitine, pa tudi jeklo in železo, bodo ulivani z uporabo grafitnih kalupov.
Trajno litje kalupov se imenuje tudi litje kovin. To je metoda ulivanja, pri kateri se tekoča kovina vlije v kovinske kalupe za pridobitev ulitkov. Kalup je izdelan iz kovine in se lahko uporablja večkrat (stotine do tisočkrat). Ulitki, ki jih je mogoče izdelati z ulivanjem kovinskih kalupov, imajo določene omejitve glede teže in oblike. Na primer, železne kovine so lahko le odlitki preprostih oblik; teža ulitkov ne more biti prevelika; debelina stene je prav tako omejena in debelina stene manjših ulitkov ni mogoča
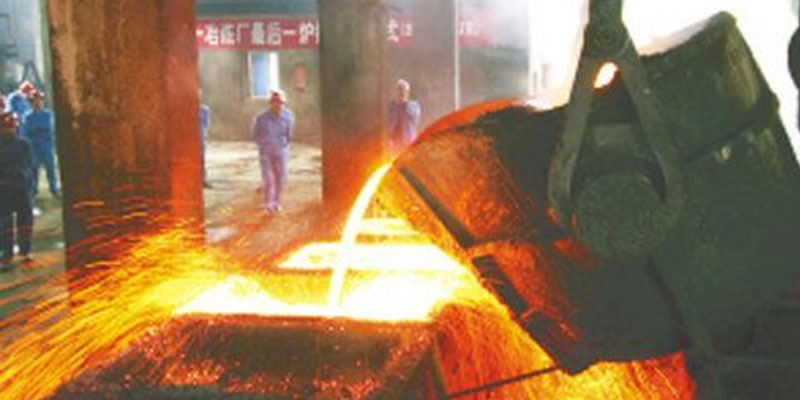
V različnih aplikacijah, ki zahtevajo projekte množične proizvodnje ali replikacije, je potreben stalen postopek ulivanja kalupov. V tem postopku se kalup predhodno segreje. Ta korak odstrani vlago, ki bi lahko obstajala v kalupu, in preprečuje, da bi se staljena kovina prehitro ohladila. Predgrevanje trajnega kalupa lahko tudi prepreči poškodbe kalupa zaradi termičnega raztezanja, ko se v kalup vnese staljena kovina. Najpogostejša metoda je uporaba gravitacije za preprosto vlivanje tekoče kovine v ogrevan kalup. Ta metoda je najcenejša metoda trajnega ulivanja kalupa, ker zahteva manj opreme, vendar ni primerna za primere, ko tekoča kovina morda ne doseže vseh delov kalupa. V primeru trajnih kalupov s podrobnostmi, ki jih je treba napolniti s staljeno kovino, bo morda potreben vakuum ali tlak za pomoč pri vnosu kovine. Pri stalnih kalupih s pomočjo pritiska se z nizkim tlakom sili staljena kovina v kalup za ulivanje. Za trajno ulivanje kalupa s pomočjo vakuuma se iz kalupa vleče zrak, da se tvori vakuum pod nizkim tlakom in kovina vleče v kalup. V obeh primerih bo zaradi tlaka staljena kovina zapolnila majhne prostore in majhne detajle, sicer lahko uniči odlitke. Druga sprememba v postopku ulivanja kovinskih plesni je način ulivanja blata. Pri tej metodi se staljena kovina vlije v kalup in strdi okoli zunanjega roba lupine. Ko se odlite kovine začnejo strjevati, se tekoča kovina v sredini izlije in ostane votla odlitka, primerna za dekoracijo in dekorativne izdelke.

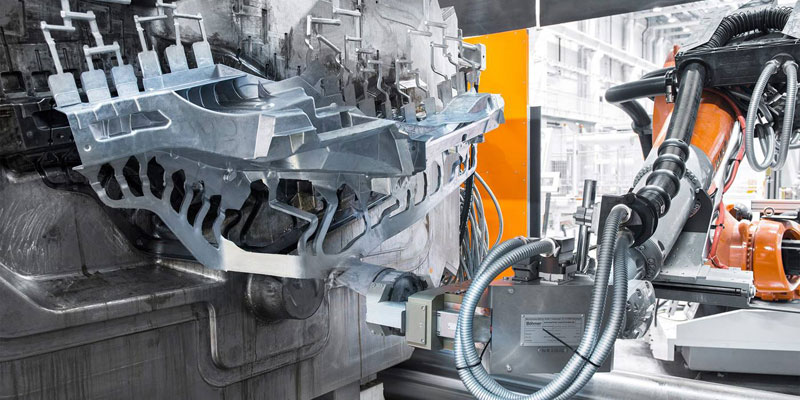
Minghe je izkušen dobavitelj storitev stalnega kalupa za kalupe, proizvajalec in izvoznik na Kitajskem, specializiran za ponujanje najboljših OEM storitev za trajno ulivanje kalupov za vrhunske poceni kovinske dele ali sestavne dele z impresivno paleto najsodobnejših izdelkov. stroji za ulivanje, kot so zobniki, zglobi, platišča, menjalniki, cevni nastavki, ohišja sistema za vbrizgavanje goriva, bati motorjev vozil itd. Naša napredna naprava za ulivanje rutinsko deluje s številnimi materiali, od bakra, medenine, nerjavečega jekla, ogljikovo jeklo, aluminij in titan. Vedno lahko izberemo primeren postopek ulivanja kovin, ki ustreza vašim potrebam. Naše storitve stalnega vlivanja kalupov po meri zagotavljajo, da naše stranke prejmejo najkakovostnejše odlitke. Pošljite povpraševanje ali hitro risanje, da dobite ponudbo za spletno oddajanje.
Prednosti in slabosti trajnega ulivanja plesni
Primerjava trajnega litja kalupov in litja peska: V tehnologiji in gospodarnosti je veliko prednosti.
- - Kovinski ulitki imajo višje mehanske lastnosti kot ulitki iz peska. Pri isti zlitini lahko njeno natezno trdnost v povprečju povečamo za približno 25%, njeno mejo tečenja lahko v povprečju povečamo za približno 20%, znatno izboljšali pa smo tudi odpornost proti koroziji in trdoto;
- - natančnost in površinska obdelava ulitkov sta višja kot pri ulitkih iz peska, kakovost in velikost pa sta stabilni;
- - donos ulitkov v procesu je velik, poraba tekoče kovine pa zmanjšana, s čimer se prihrani 15–30%;
- - ne uporablja se peska ali manj peska, običajno je mogoče prihraniti 80-100% materialov za modeliranje;
Poleg tega ima trajno ulivanje kalupov visoko proizvodno učinkovitost; zmanjšuje vzroke za napake pri litju; postopek je preprost in enostavno je uresničiti mehanizacijo in avtomatizacijo. Čeprav ima trajno ulivanje plesni številne prednosti, ima tudi slabosti. Kot naprimer:
- - stroški izdelave kovinskih kalupov so visoki;
- - vrsta kovine ni zračno prepustna in nima umika, kar lahko povzroči napake, kot so nezadostno izlivanje, razpoke ali bela ustja litega železa;
- - Pri stalnem litju kalupa so delovna temperatura kalupa, temperatura vlivanja in hitrost zlitine, čas ulitka v kalupu in uporabljeni premaz zelo občutljivi na kakovost ulivanja in jih je treba strogo nadzorovati .
Zato je treba pri odločitvi za uporabo trajnega ulivanja plesni celovito upoštevati naslednje dejavnike: oblika in teža odlitka morata biti ustrezni; mora biti dovolj serij; rok za dokončanje proizvodne naloge je dovoljen.
Značilnosti oblikovanja trajnega litja kalupov
Kovinski kalupi in kalupi za pesek imajo velike razlike v zmogljivosti. Na primer, peščeni kalupi imajo zračno prepustnost, kovinski pa ne; peščeni kalupi imajo slabo toplotno prevodnost, kovinski kalupi imajo dobro toplotno prevodnost, peščeni kalupi se umikajo, kovinski pa ne. Te značilnosti kovinskega kalupa določajo, da ima svoja pravila v procesu oblikovanja ulivanja.
Vpliv spremembe stanja plina v votlini na oblikovanje ulitka: Ko je kovina napolnjena, je treba plin v votlini hitro izprazniti, vendar kovina nima prepustnosti za plin. Dokler bo postopek zanemarjen, bo kakovost ulitka negativno vplivala. .
Značilnosti izmenjave toplote med strjevanjem ulitka: ko staljena kovina vstopi v votlino, toploto prenese na kovinsko steno. Tekoča kovina izgubi toploto skozi steno kalupa, se strdi in skrči, medtem ko stena kalupa pridobi toploto, poveča temperaturo in se hkrati razširi. Posledično nastane "reža" med odlitkom in steno kalupa. Preden sistem "litina-reža-kovinski kalup" doseže enako temperaturo, lahko vlivanje štejemo za hlajenje v "reži", medtem ko se kovinska stena kalupa ogreva skozi "režo".
Kovinski kalup ovira vpliv krčenja na ulitke: kovinski kalupi ali kovinska jedra se med postopkom strjevanja ulitkov ne umikajo in ovirajo krčenje ulitkov. To je še ena njegova značilnost
Različne vrste scenarija proizvodnje trajnega ulivanja plesni
Minghe se vedno drži zahtev kupca in servisnih standardov podjetja. V kateri koli povezavi oblikovanja kalupov, sestavljanja kalupov, odpravljanja napak v kalupu, poskusne izdelave kalupov, postopka ulivanja itd. Obstajajo namenski inženirji, ki vas bodo obdržali na telefonu;

| Postopek trajnega ulivanja kalupov (1)▶ |

| Postopek trajnega ulivanja kalupov (2)▶ |

| Postopek trajnega ulivanja kalupov (3)▶ |
| Postopek trajnega ulivanja kalupov (4)▶ |
| Postopek trajnega ulivanja kalupov (5)▶ |
| Postopek trajnega ulivanja kalupov (6)▶ |

| Postopek trajnega ulivanja kalupov (7) ▶ |

| Postopek trajnega ulivanja kalupov (8)▶ |
Študije primerov Minghe trajnega ulivanja plesni
Storitve izdelave Minghe Casting so na voljo tako za načrtovanje resničnosti kot za nizke in velike količine izdelave vaših delov za tlačno ulivanje, delov za ulivanje v pesek, delov za ulivanje v litje, delov za ulivanje kovin, delov za ulivanje izgubljene pene in še več.







Pojdite na ogled več študij primerov vlivanja delov >>>
Izberite najboljšega ponudnika stalnega ulivanja kalupov
Trenutno se naši deli za stalno ulivanje plesni izvažajo v Ameriko, Kanado, Avstralijo, Združeno kraljestvo, Nemčijo, Francijo, Južno Afriko in številne druge države po vsem svetu. Smo registrirani po ISO9001-2015 in jih tudi potrjuje SGS.
Naša storitev izdelave trajnih odlitkov po meri zagotavlja trajne in cenovno ugodne odlitke, ki ustrezajo vašim specifikacijam za avtomobilsko, medicinsko, letalsko in vesoljsko industrijo, elektroniko, hrano, gradbeništvo, varnost, pomorstvo in druge panoge. Hitro pošljite povpraševanje ali oddajte svoje risbe, če želite v najkrajšem času dobiti brezplačno ponudbo. Pišite nam ali pošljite e-pošto prodaja@hmminghe.com da vidimo, kako lahko naši ljudje, oprema in orodje prinesejo najboljšo kakovost za najboljšo ceno za vaš trajni projekt ulivanja kalupov.
Ponujamo storitve kastinga vključujejo:
Storitve ulivanja Minghe, ki delajo z litjem peska, 、 ulivanjem kovin, 、 investicijskim ulivanjem, ulivanjem izgubljene pene in še več.
Peskanje s peskom
Peskanje s peskom je tradicionalni postopek ulivanja, pri katerem se za izdelavo kalupov uporablja pesek kot glavni model za modeliranje. Gravitacijsko ulivanje se običajno uporablja za kalupe za pesek, pri posebnih zahtevah pa se lahko uporabljajo tudi tlačno ulivanje, centrifugalno ulivanje in drugi postopki. Vlivanje peska ima široko paleto prilagodljivosti, lahko se uporabijo majhni kosi, veliki kosi, preprosti kosi, zapleteni kosi, posamezni kosi in velike količine.
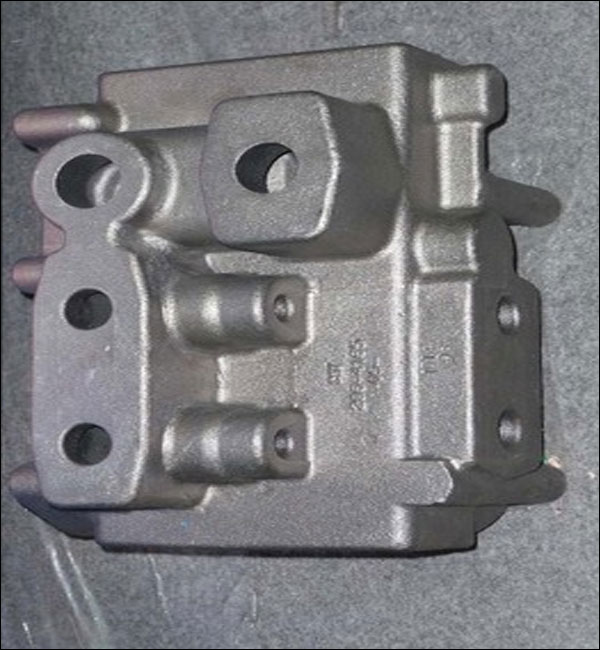
Trajno litje kalupov
Trajno litje kalupov imajo dolgo življenjsko dobo in visoko proizvodno učinkovitost, ne samo da imajo dobro dimenzijsko natančnost in gladko površino, ampak imajo tudi večjo trdnost kot peščeni odlitki in je manj verjetno, da se bodo poškodovali, ko vlijemo isto staljeno kovino. Zato je pri množični proizvodnji ulitkov iz srednjih in majhnih barvnih kovin, v kolikor tališče ulitka ni previsoko, prednostno ulivanje kovin.

Kasting za investicijo
Največja prednost naložbeno litje je, ker imajo naložbeni odlitki visoko dimenzijsko natančnost in površinsko obdelavo, lahko zmanjšajo strojna dela, vendar pustijo malo dodatka za obdelavo na delih z višjimi zahtevami. Razvidno je, da lahko z uporabo metode vlivanja naložb prihranimo veliko opreme obdelovalnih strojev in delovnih ur ter močno prihranimo kovinske surovine.
Izlivanje izgubljene pene
Izgubljena penasta litina je kombiniranje modelov parafinskega voska ali pene, podobnih velikosti in obliki ulitkov, v modelne grozde. Po ščetkanju in sušenju ognjevzdržnih premazov zakopajo v suh kremenčev pesek za modeliranje vibracij in vlijejo pod negativnim tlakom, da uplinijo model. , Tekoča kovina zavzame položaj modela in po strjevanju in hlajenju tvori nov način ulivanja.

Die Casting
Ulivanje pod tlakom je postopek ulivanja kovin, za katerega je značilno, da na staljeno kovino z visokim pritiskom uporabimo votlino kalupa. Kalupi so običajno narejeni iz zlitin z večjo trdnostjo in ta postopek je nekoliko podoben brizganju. Večina ulitkov je brez železa, kot so cink, baker, aluminij, magnezij, svinec, kositer in zlitine svinca in kositra ter njihove zlitine. Minghe je bil vrh Kitajske litje saj 1995.
Centrifugalno ulivanje
Centrifugalno ulivanje je tehnika in metoda vbrizgavanja tekoče kovine v hitro vrtljivi kalup, tako da tekoča kovina s centrifugalnim gibanjem napolni kalup in oblikuje odlitke. Zaradi centrifugalnega gibanja lahko tekoča kovina dobro napolni kalup v radialni smeri in tvori prosto površino ulitka; vpliva na postopek kristalizacije kovine in s tem izboljša mehanske in fizikalne lastnosti ulitka.

Nizkotlačno litje
Nizkotlačno litje pomeni, da je kalup praviloma nameščen nad zatesnjenim lončkom, v lonček pa se vnese stisnjen zrak, da povzroči nizek tlak (0.06 ~ 0.15MPa) na površini staljene kovine, tako da se staljena kovina dvigne iz dvižne cevi do napolnite kalup in nadzirajte način strjevanja vlivanja. Ta metoda ulivanja ima dobro hranjenje in gosto strukturo, enostavno ulivanje velikih tankoslojnih kompleksnih ulitkov, brez dvižnih plošč in 95-odstotno stopnjo pridobivanja kovin. Brez onesnaženja, enostavna avtomatizacija.
Vakuumsko litje
Vakuumsko litje je postopek ulivanja, pri katerem kovino taljemo, vlivamo in kristaliziramo v vakuumski komori. Vakuumsko ulivanje lahko zmanjša vsebnost plina v kovini in prepreči oksidacijo kovin. Ta metoda omogoča izdelavo zelo zahtevnih ulitkov iz legiranega jekla in izredno enostavno oksidacijo ulitkov iz titanovih zlitin. Minghe Casting ima podtovarno za vakuumsko litje, kar zadostuje za rešitev vseh težav, povezanih z vakuumskim litjem