
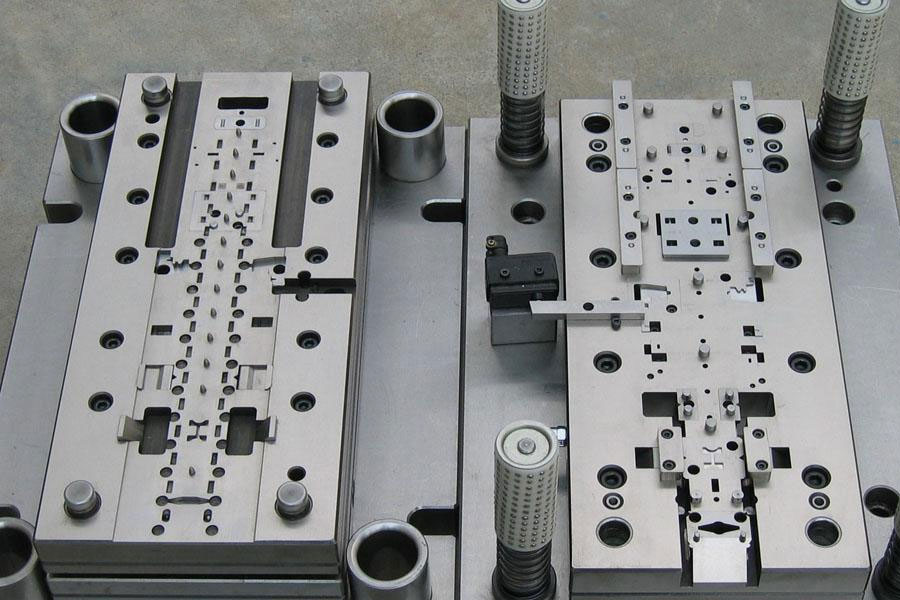
Metode in koraki oblikovanja žigosanja
Obstaja veliko vrst kalupov, ki jih lahko razdelimo na:
- Kovinski kalupi na osnovi ciljev obdelave in tehnik obdelave.
- Predelava kalupov za nekovinske in praškaste metalurgije.
Danes urednik govori o metodi in postopku oblikovanja žigosanja.
Analiza postopka žigosanja delov žigosanja
Deli za žigosanje morajo imeti odlično tehnologijo žigosanja, da lahko na najpreprostejši in najbolj ekonomičen način izdelamo kvalificirane dele za žigosanje. Analizo postopka žigosanja delov je mogoče zaključiti po naslednjih metodah:
- Preberite risbo delov. Poleg oblike in velikosti delov je pomembno razumeti zahteve glede natančnosti delov in hrapavosti površine.
- Analizirajte, ali sta struktura in oblika delov primerna za obdelavo žigosanja.
- Analizirajte, ali sta referenčna izbira in označevanje delov razumna in ali so skala, usmerjenost in natančnost oblike primerni za obdelavo žigosanja.
- Ali so zahteve za površinsko hrapavost odseka slepega dela previsoke.
- Ali je dovolj velika proizvodna serija.
Če je izdelanost dela preslaba, se morate pogovoriti s načrtovalcem in predlagati načrt za revizijo načrta. Če je proizvodna serija premajhna, je treba za predelavo razmisliti o drugih proizvodnih metodah.
Načrtovanje postopkov žigosanja in optimalno načrtovanje procesov
- Glede na obliko in obseg delov za vtiskovanje začnite določiti naravo postopka vtiskovanja, kot so: prebijanje, cik-cak, globoko vlečenje, izbočenje, razvijanje in druge metode in postopki načrtovanja vtiskovanja. Metode in procesi načrtovanja žigosanja.
- Izračunajte stopnjo deformacije vsake metode oblikovanja žigosanja. Če stopnja deformacije preseže mejo deformacije, je treba izračunati število udarcev v tem postopku.
- Glede na značilnosti deformacije in zahteve glede kakovosti vsakega postopka organizirajte razumno zaporedje žigosanja. Paziti je treba, da je območje deformacije v vsakem procesu šibko. Že oblikovani del (vključno z luknjanjem ali obliko) ne sme sodelovati pri deformaciji v nadaljnjem postopku. Poligonalni cik-cak del je treba najprej upogniti zunaj, nato pa upogniti znotraj, potrebno je organizirati potrebne pomožne procese in postopke, kot so oblikovanje, izravnavanje in toplotna obdelava.
- Predpostavite, da zagotovite natančnost delov, določite primerno metodo kombiniranja postopkov glede na proizvodno serijo in zahteve za namestitev in praznjenje slepega prostora.
- Če želite načrtovati dva ali več procesnih načrtov in primerjati kakovost, stroške, stopnjo proizvodnje, ostrenje in popravilo plesni, življenjsko dobo plesni in varnost obratovanja itd., Da izberete najboljši načrt postopka.
- Začnite določiti opremo za žigosanje vsakega postopka.
Prazno načrtovanje in postavitev oblikovanja delov za vtiskovanje
- Glede na naravo delov za vtiskovanje izračunajte mere praznih delov in naredite prazne risbe
- Glede na naravo in obseg slepega prostora načrtujte risbo postavitve in izračunajte stopnjo izkoriščenosti podatkov. Če želite načrtovati različne načrte načrtov, med primerjanjem izberite najboljši načrt med njimi.
Dizajn matrice za žigosanje
1. Določite metodo strukture kalupa za vsak postopek obdelave žigosanja in naredite shematski diagram kalupa.
2. Izvedite posebno konstrukcijsko načrtovanje za določeni 1-2 procesni kalupi in naredite diagrame delovanja kalupov.
Način načrtovanja je naslednji:
- Določite vrsto kalupa: ali je to preprost kalup, neprekinjen kalup ali sestavljeni kalup.
- Načrtovanje delov kalupov: izračunajte dimenzije konveksnega in konkavnega roba matrice ter dolžino konveksnih in konkavnih kalupov, določite strukturo konveksnih in konkavnih kalupov ter načine povezave in pritrditve.
- Določite način namestitve in oddaljenosti slepega prostora ter načrtujte ustrezne položaje in razdalje.
- Določite načine stiskanja, razkladanja, izmetavanja in potiskanja delov ter načrtujte ustrezne držalne plošče, razkladalne plošče in potisne bloke.
- Načrtovanje podlage kalupa: vključno z načrtovanjem zgornjih in spodnjih podlag kalupov ter vodilnimi metodami, lahko pa tudi izberemo standardne podstavke kalupov.
- Na podlagi zaključka zgornjih postopkov se izdela risba postopka kalupa glede na delež. Najprej uporabite dvojno pikčasto črto za izdelavo slepega prostora, nato izdelajte delovne dele, nato postavite dele za pozicioniranje in razdaljo, uporabite povezovalne dele za povezavo zgornjih delov in na koncu potisnite in razložite dele v ustreznem položaju. Glede na posebne pogoje kalupa lahko zgornje zaporedje tudi ustrezno prilagodimo.
- Na operativni risbi morajo biti navedene dimenzije zunanje konture kalupa, višina zapirala kalupa, lestvica sodelovanja in način sodelovanja pri žigosanju, načrtovanje kalupa in načrtovanje kalupa v postopku. Zemljevid delovnih mest mora vsebovati zahteve glede natančnosti izdelave kalupov in tehnične pogoje. Zemljevid delovnih mest je treba izdelati v skladu z nacionalnimi standardi risanja, s standardizirano naslovno vrstico in podrobnim seznamom imen. Če gre za slepo matrico, naredite risbo postavitve v zgornjem levem kotu delovne risbe.
- Izračunajte tlačno središče kalupa in preverite, ali tlačno središče in središčnica ročaja kalupa sovpadata. Če se ne ujemajo, ustrezno popravite rezultate kalupa.
- Izračunajte silo prebijanja in na koncu izberite opremo za štancanje ter preverite ustrezne dimenzije matrice in opreme za štancanje (zaprta višina, delovna površina, mere naprave za ročaj itd.).
Prosimo, hranite vir in naslov tega članka za ponatis: Metode in koraki oblikovanja žigosanja
Minhe Podjetje za tlačno litje so namenjeni izdelavi in zagotavljajo kakovostne in visoko zmogljive ulitke (kovinski deli za tlačno ulivanje v glavnem vključujejo Tankostensko litje,Vroča komora Die Casting,Lito komora za tlačno litje), Okrogla storitev (tlačno litje,Cnc obdelava,Izdelava plesni, Površinska obdelava) .Pri nas se lahko obrnete na kakršno koli litje iz aluminija, ulivanje z magnezijem ali zamakom / cinkom in druge odlitke.

Vsi postopki se pod nadzorom ISO9001 in TS 16949 izvajajo na stotine naprednih strojev za tlačno litje, 5-osnih strojev in drugih naprav, od blastrov do pralnih strojev Ultra Sonic. Minghe nima samo napredne opreme, temveč tudi profesionalno opremo skupina izkušenih inženirjev, operaterjev in inšpektorjev, da uresničijo zasnovo stranke.

Pogodbeni proizvajalec ulitkov. Zmogljivosti vključujejo aluminijaste odlitke za hladno litje iz 0.15 lbs. do 6 lbs., hitra namestitev in obdelava. Storitve z dodano vrednostjo vključujejo poliranje, vibriranje, odstranjevanje brušenja, peskanje, barvanje, prevleka, premazovanje, sestavljanje in orodje. Materiali, s katerimi se dela, vključujejo zlitine, kot so 360, 380, 383 in 413.

Pomoč pri načrtovanju litja cinka / sočasne inženirske storitve. Po meri proizvajalec natančnih ulitkov iz cinka. Izdelujejo se lahko miniaturni ulitki, visokotlačni ulitki, ulitki z večdrsnimi kalupi, običajni ulitki iz kalupov, ulitki iz kalupov in neodvisni ulitki ter ulitki, zaprti z votlino. Ulitke lahko izdelate v dolžinah in širinah do tolerance +/- 24 in.

Proizvajalec litja magnezija s certifikatom ISO 9001: 2015. Zmogljivosti vključujejo visokotlačno litje magnezija v litju do 200 ton vroče komore in 3000 ton hladilne komore, oblikovanje orodij, poliranje, oblikovanje, obdelava, barvanje v prahu in tekočini, popoln QA z možnostmi CMM , montaža, pakiranje in dostava.

Certifikat ITAF16949. Vključena je dodatna storitev kastinga naložbeno litje,vlivanje peska,Gravitacijsko ulivanje, Izlivanje izgubljene pene,Centrifugalno ulivanje,Vakuumsko litje,Trajno litje kalupov, .Zmožnosti vključujejo EDI, inženirsko pomoč, solidno modeliranje in sekundarno obdelavo.

Livarske industrije Študije primerov delov za: avtomobili, kolesa, letala, glasbeni instrumenti, plovila, optične naprave, senzorji, modeli, elektronske naprave, ohišja, ure, stroji, motorji, pohištvo, nakit, vrtalne naprave, telekomunikacije, razsvetljava, medicinske naprave, fotografske naprave, Roboti, skulpture, zvočna oprema, športna oprema, orodje, igrače in še več.
Kaj vam lahko pomagamo naprej?
∇ Pojdite na domačo stran za Kitajska
→Deli za vlivanje-Ugotovite, kaj smo storili.
→ Povezani nasveti o Storitve vlivanja Die
By Proizvajalec tlačnega litja Minghe | Kategorije: Koristni članki |Material Tags: Ulivanje aluminija, Ulivanje cinka, Magnezijev liv, Ulivanje titana, Lito iz nerjavečega jekla, Ulivanje medenine,Bronasto litje,Predvajanje videa,Zgodovina podjetja,Lito litje iz aluminija | Komentarji izključeni







